Lean assessments
Case study
SMED is a system for reducing
the time it takes to complete
equipment set-up – by performing
change over steps while equipment
is running and simplifying and
streamlining the remaining
steps. SMED benefits make the
operator’s job safer and easier
and also include less equipment
down time, more efficient product
changes, improved responsiveness
to customer demand, reduced
throughput time and lower
inventory levels. At IMI CCI Brno in
the Czech Republic, the first SMED
event delivered a reduction of over
50% in set-up times.
The first phase of lean implementation
across IMI Critical Engineering has
focused on building a stable foundation
of key processes. In order to drive
improved manufacturing stability and
consistency, we are focusing on three
lean tools; Total Productive Maintenance
(TPM); Single Minute Exchange of Dies
– changeover time reduction (SMED),
and Daily Management Team Boards.
TPM focuses on proactive and
preventative maintenance to maximise
the operational efficiency of equipment
and places a strong emphasis on
providing operators with the tools
and organisational support they need
to maintain their own machines. Ultimately
this will help to improve productivity by
increasing up time, reducing cycle times
and eliminating defects which in turn will
allow us to improve our lead times.
At our first formal TPM shop floor
improvement session at IMI CCI in Rancho
Santa Margarita, California, the newly
trained team completed over 55 machine
improvement actions and restored
machines to a ‘like-new’ condition.
Daily Management Team Boards
are designed to provide specific key
performance data that enables local
work teams to manage, control and
drive continuous improvement of daily
performance. The boards include
relevant daily performance data for
safety, quality, delivery, cost and people
management issues. With all Critical
Engineering sites actively adopting
this process, we are seeing increased
employee engagement aligned with
performance goals and predictable
team performance.
Mark Selway on a recent visit to IMI Remosa in Italy,
with Mauro Natalini (the designated lead for lean at IMI
Remosa) and Giuseppe Buscemi, Operations Director
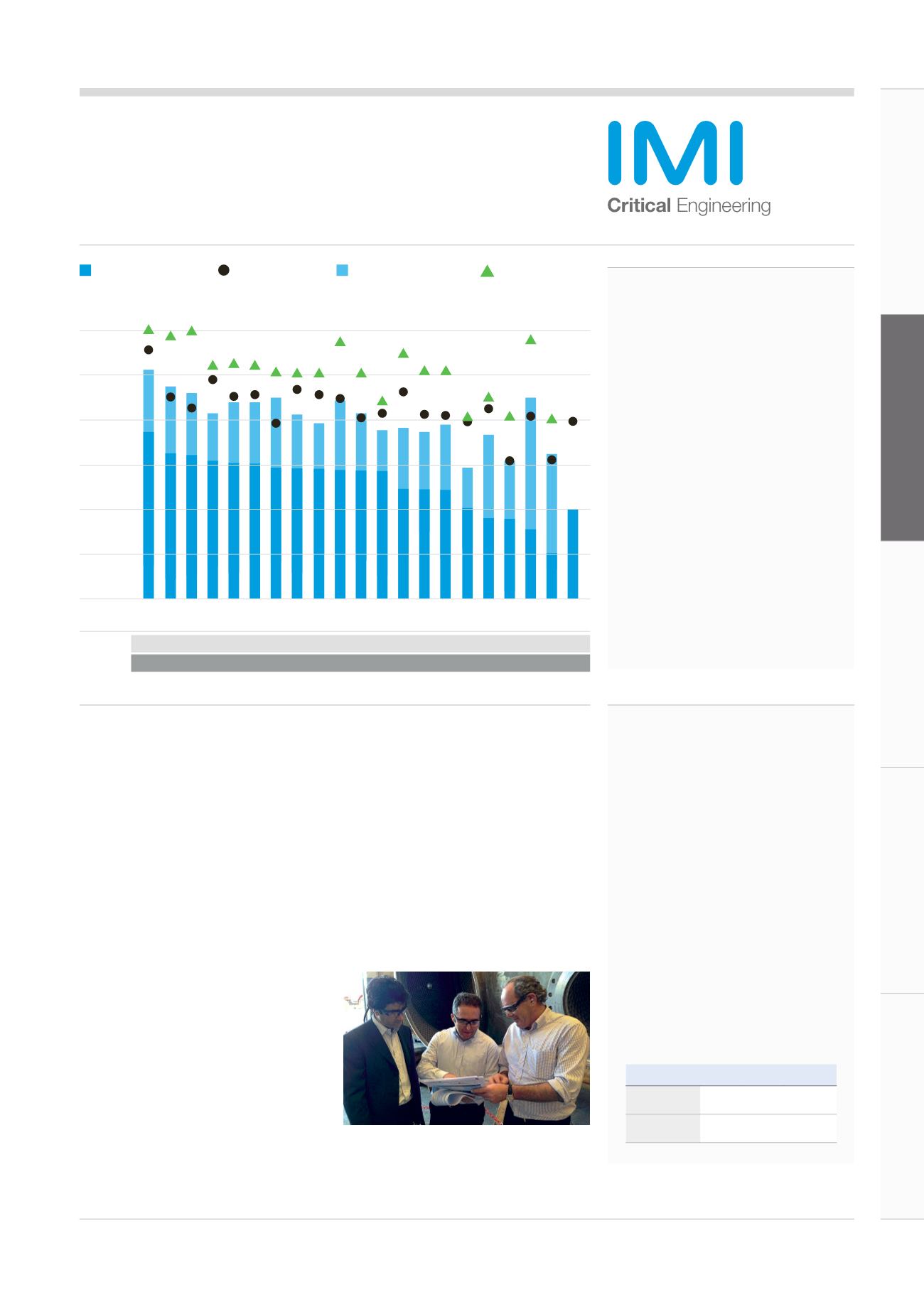
* IMI Bopp & Reuther joined the division in January 2015 and has only had one assessment so far.
Machine 1
Before After
Saving
Time
(minutes)
139
49
65%
Distance
(metres)
565
134 76%
Site Key:
1 IMI CCI Brno
2 IMI CCI Korea
3 IMI CCI RSM
4 IMI CCI Sweden
5 IMI CCI
Switzerland
6 IMI Truflo Marine
7 IMI InterAtiva
8 IMI CCI Japan
9 IMI Orton
10 IMI Fluid Kinetics
11 IMI CCI SriCity
12 IMI NH
13 IMI Remosa
14 IMI Z&J Germany
15 IMI Truflo Rona
Belgium
16 IMI SSF
17 IMI Z&J Houston
18 IMI CCI SPEC JV
19 IMI STI
20 IMI Z&J China
21 IMI Bopp &
Reuther*
17
Strategic Review
Performance Review
Corporate Governance
Financial Statements
Introduction
Annual Report and Accounts 2014
During 2014, our Critical Engineering sites were benchmarked against the ten
areas of lean and the average score of the division’s first round of assessments
was 26%. Improvement targets were set and plants have now been
benchmarked for a second time, this time scoring an average of 40%. Plans
are in place to improve this score to an average of 51% in the first half of 2015.
1
st
assessment score
Next improvement
target
2
nd
assessment score
1
st
improvement
target
% score
1
11
Site
3
13
5
15
7
17
60
50
40
30
20
10
2
12
4
14
6
16
8
18
9
19
10
20 21
55
40
42
46
45
41
39
42
45
41
49
41
46
39
46
30
45
41
45
31 40
51
41
46
38
44
38
45
36
47
38
41
37
44
29
41
31
39
44
44
32
1
st
improvement
target%
2
nd
assessment
score%


